

設備投資の背景には杉など地域材の大径化があり、原木を一層効率良く挽く体制を構築して製材品目と供給能力を拡充し、付加価値を高めていきます。



森林組合や市場で購入した木材(丸太)は、土場と呼ばれる場所でリフトやグラップルで樹種や径級、長さごとに分けられます。

リングバーカーと呼ばれる機械で、丸太の皮を自動的にむきます。
皮むきされた丸太は、径級、長さごとに分けられていきます。
また、皮はバークシュレッダーで細かく粉砕され、堆肥等に利用されます。

丸太は径級や長さにより5台の製材機に振り分け製材します。
使用される帯ノコは、自社の熟練した目立職人の高度な技術により、最高の状態に維持されます。
さらにオペレーターの高い製材技術と合わさり、精度の高い製品を作り出していきます。

角材に製材された木材は、オートスタッカーと呼ばれる機械で1本1本隙間をあけ、桟積みされていきます。

桟積みされた木材は、乾燥機に入れる前に充分に水をあて、含水率をなるべく均一にしておきます。

蒸気式乾燥機で8日~12日かけて15%~20%以下の乾燥材に仕上げていきます。
乾燥機の燃料には木材の端材や木クズを利用します。

乾燥機から出た木材は、倉庫で充分養生し、外気とならしていきます。

木拾い明細書という注文リストに基づいて、乾燥材を目視で選んでいきます。
骨組みの中には化粧として表れる材や、かくれてしまう材などがあるので、木材の欠点を省く作業と同時に大切な作業となります。

選別された製品は、モルダーや自動4面カンナと呼ばれる機械で、正確な寸法に仕上げていきます。

製品の含水率と強度を、全国木材検査研究協会で認められている測定機器を使用し測定します。
測定された数値は、JASの機械等級区分で木材に1本1本印字します。

印字された木材を選別し、一本一本目視で確認します。

等級ごとに分けられた製品は、配送しやすいように梱包します。
帯ノコは切れ味が落ちないよう熟練の職人が目立てをします。

腰を入れバンドを伸ばします。

すり減ったアサリ(ステライト)を溶接します。

すり減ったアサリ(ステライト)を溶接します。
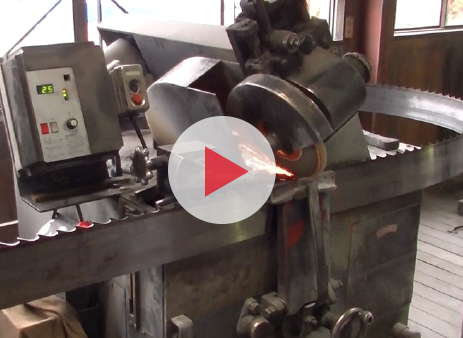
1つ1つのノコ歯を研磨して切れ味を良くします。

